


هات اند یکی از مهمترین قطعات یه پرینتر FDM هست. شاید ظاهر سادهای داشته باشه، ولی در واقع جزو پیچیدهترین بخشهاست. این قطعه نهتنها روی کیفیت و دقت پرینت تأثیر داره، بلکه تعیین میکنه چه نوع فیلامنتهایی رو میتونین استفاده کنین؛ مثلاً مواد ساینده یا اونهایی که دمای خیلی بالا میخوان.

برای انتخاب هات اند مناسب، کلی گزینه پیش روی شماست؛ از مدلهای مختلف گرفته تا کلی قطعات یدکی و لوازم جانبی. ولی خب واقعیت اینه که هیچ هات اندی برای همهی کاربردها ایدهآل نیست. اینکه کدوم مدل برای شما بهتره، به این بستگی داره که بیشتر چه نوع چاپهایی انجام میدین و با چه فیلامنتهایی کار میکنین.
اگه بخوایم واقعا بفهمیم کدوم هات اند برامون مناسبتره، باید یه نگاه دقیقتر به طرز کارش بندازیم و اجزای اصلیش رو بشناسیم.
هات اند چطوری کار میکنه؟
هات اند اون بخشی از پرینتره که وظیفهش اینه فیلامنت رو ذوب کنه و بریزه روی سطح ساخت. این قطعه معمولاً با اکسترودر هماهنگه؛ حالا چه مدل مستقیم باشه، چه مدل بوودن (Bowden).
ماجرا اینجوریه: اکسترودر فیلامنت رو فشار میده داخل یه محفظه کوچیک، اونجا داغ میشه و وقتی به اندازه کافی ذوب شد، از یه سوراخ ریز میاد بیرون و روی قطعه یا سینی ساخت مینشینه و سریع سفت میشه. توصیه میکنم مقاله اکسترودر چیست را مطالعه کنی تا اطلاعاتت درباره این قطعه مهم کامل بشه.
چون فیلامنت باید به صورت سفت وارد بخش داغ بشه، باید تا قبل از اون نقطه کاملاً خنک و سفت بمونه. واسه همین، هات اند از دو بخش اصلی تشکیل شده: یه ناحیهی سرد و یه ناحیهی داغ، که بینشون یه ناحیهی انتقالی خیلی باریک وجود داره. هرچی این ناحیهی میانی کوتاهتر باشه، بهتره و چاپ تمیزتر درمیاد.

۱. نازل (Nozzle)
نازل همون نوک هات اند هست که در نهایت فیلامنت ازش بیرون میاد و مستقیماً روی قطعه میریزه. این بخشه که کیفیت پرینت توی محور XY رو تعیین میکنه.
برای انتخاب نازل مناسب باید به سه تا چیز دقت کنیم:
۱. سیستم یا نوع اتصال
۲. قطر نازل
۳. جنس نازل
۱. نوع سیستم، دو تا سیستم رایج داریم:
- V6
- MK8
بعضی برندهای خاص مثل Ultimaker، BCN3D یا Raise3D هم سیستمهای اختصاصی خودشون رو دارن.

شاید V6 و MK8 توی ظاهر شبیه هم باشن و هر دو رزوه M6 داشته باشن، ولی در عمل با هم فرق دارن. مثلاً نازل MK8 طولش حدود ۸ میلیمتره، ولی V6 حدود ۵ میلیمتره. حالا اگه بیای و نازل اشتباه بندازی روی پرینتری که سنسورش روی هد هست، ممکنه فاصله نازل از سطح ساخت بهم بخوره و دیگه نشه درست چاپ کرد. پس بهتره همون سیستمی که پرینترت داره رو نگه داری و قطعات رو با هم قاطی نکنی.
خبر خوب اینه که توی هر دو سیستم، برندهای باکیفیتی مثل E3D، MicroSwiss یا 3DSolex قطعات فوقالعاده میزنن.
۲. قطر نازل:
معمولترین قطر نازل، ۰.۴ میلیمتره. چون یه تعادل خوب بین دقت و زمان چاپ ایجاد میکنه. ولی اگه نیاز خاصی داری، قطرهای دیگهای هم هستن.
- نازکتر از ۰.۴ (مثلاً ۰.۲۵ یا حتی ۰.۱۵): مناسب برای چاپهای دقیق و جزئیات بالا. ولی دقت کن که فشار زیادی میخواد و برای بعضی فیلامنتها جواب نمیده.
- گُندهتر از ۰.۴ (مثلاً تا ۰.۸ یا حتی بیشتر): برای چاپهای سریع و قطعات بزرگ خوبه، ولی دقت کمتر میشه.
نازلهایی مثل ۰.۱۵ میلیمتری که توسط E3D تولید میشن، برای PLA با سرعت پایین جواب میدن و کیفیت خوبی هم دارن.

اما وقتی قطر میره بالاتر از ۰.۸، یه چالش جدید پیش میاد:
باید پلاستیک به همون سرعت ذوب بشه که از نازل میاد بیرون. اگه نتونه به اندازه کافی سریع ذوب بشه، چاپ خراب میشه.
راهحلها:
E3D دو مدل خاص داره به اسم Volcano و SuperVolcano. اینا طول قسمت داغ رو بیشتر کردن تا فیلامنت فرصت بیشتری برای ذوب شدن داشته باشه. با این مدلها حتی میتونی از نازلهایی تا ۱.۴ میلیمتر هم استفاده کنی و با سرعت بالا چاپ بزنی.

3DSolex یه تکنولوژی جالب به اسم Core Heating Technology معرفی کرده. داخل هات اند رو به سه بخش تقسیم کرده تا سطح تماس داغ با فیلامنت بیشتر بشه. این باعث میشه پلاستیک سریعتر و یکنواختتر ذوب بشه، بدون اینکه نیاز به بزرگتر کردن بخش داغ داشته باشن. با این روش، نازلهایی تا ۲ میلیمتر قطر هم ساختن که با سیستم V6 سازگاره.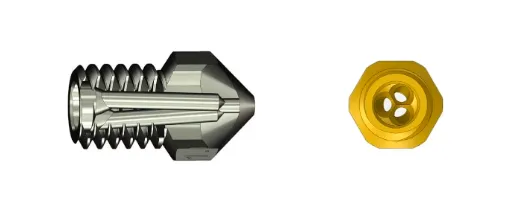
بعضی وقتها مشکلاتی ممکنه هنگام کار با پرینتر سه بعدی پیش بیاد که میتونه از نازل یا اکسترودر باشه و شما متوجه نشین که چطور میشه اون مشکل را رفع کرد. ما قبلاً یک مقاله مفید و مرتبط با یکی از این مشکلات را منتشر کردیم که میتونید تحت عنوان ۱۰ روش جلوگیری از گرمای اضافی و داغ شدن پرینتر سه بعدی مطالعه کنید.
⚙️ فولاد سختکاریشده (Hardened Steel) یا فولاد ابزاری (Tool Steel)
- اینا جونسختترین نازلها هستن!
- برای فیلامنتهایی که توشون الیاف یا ذرات فلز هستن، مثل فیلامنت کربن یا فلز، کاملاً لازمن.
- مقاومت خیلی بالا در برابر ساییدگی.
- کیفیت سطح چاپ پایینتر از برنج.
- بهتره با قطر ۰.۵ به بالا استفاده بشن که گیر نکنن.
- تا ۵۰۰ درجه رو تحمل میکنن، ولی برای مواد خیلی ساینده بالای ۳۵۰ درجه، زیاد توصیه نمیشن.
🔘 فولاد ضدزنگ (Stainless Steel)
- در ظاهر شبیه فولاد سختکاریشدهست، ولی برای کارای ساینده ساخته نشده.
- اصلیترین کاربردش تو صنعت پزشکی و غذاییه. چرا؟ چون سمی نیست، زنگ نمیزنه و ذرات خطرناک آزاد نمیکنه.
- تو چاپ معمولی زیاد استفاده نمیشه، اما برای محیطهایی که بهداشت مهمه، عالیه.
- تا ۵۰۰ درجه هم جواب میده.
💎 نازل با نوک یاقوتی (Ruby Tip)
- بدنه این نازلها از مس یا برنجه، ولی نوکشون یه یاقوت کوچیک داره.
- خیلیا فکر میکنن چون نوکش یاقوته، اصلاً ساییده نمیشه که تا حدی درسته، ولی نه کامل!
- یاقوت واقعاً سایش نداره، پس کیفیت چاپش همیشه بالاست.
- ولی بدنهی برنجی یا مسیش کمکم خورده میشه، مخصوصاً اگه فیلامنت ساینده بزنی.
- اگه با فیلامنت معمولی کار میکنی، این نازل ممکنه حتی بیشتر از عمر پرینترت دوام بیاره!
- اما اگه با فیلامنتهای ساینده چاپ میزنی، یه روزی ممکنه یاقوت ازش جدا بشه.
در کل برای کسایی که دنبال کیفیت خیلی بالا هستن چه با فیلامنت ساینده چه معمولی، نازل یاقوتی یه انتخاب خاص و بادوامه، البته با قیمت بیشتر و عمر محدود در استفادههای سنگین.

۳. 🌡️ سنسور دما (Temperature Probe)
اینجا اون قطعهایه که دمای بلوک حرارتی رو اندازه میگیره. تنوع زیادی دارن و تعویضشون گاهی دردسر داره چون ممکنه لازم باشه فریمور پرینتر رو هم دست بزنی یا حتی یه برد اضافی نصب کنی!
سه مدل معروف دارن:
ترمیستور (Thermistor):
- خیلی رایجه، ارزونه و تو دمای پایین دقت خوبی داره.
- ولی برای دماهای بالاتر از ۲۸۵ درجه زیاد جواب نمیده.
ترموکوپل (Thermocouple):
- میتونه دمای خیلی بالا رو هم اندازه بگیره.
- ولی یه عیب داره: نمیتونه همزمان دمای پایین و بالا رو با دقت بخونه.
- یه قطعهی اضافی (مدار تقویتکننده) لازم داره و به نویز حساسه، پس سیمش باید شیلددار باشه و از منبع برق یا موتورها دور نگه داشته شه.
PT100:
- این یکی تقریباً جای ترموکوپل رو گرفته چون هم دقت بالایی داره هم دماهای تا ۵۰۰ درجه رو خوب میخونه.
- فقط گرونتره و اونم نیاز به قطعهی الکترونیکی اضافه داره. ولی ارزشش رو داره برای کار حرفهای.

۵. 🧊 هیتبریک (Heatbreak)
- این یکی از مهمترین بخشهای هات اند حساب میشه.
- نقشش اینه که ناحیه داغ و ناحیه سرد رو از هم جدا کنه.
- اگه درست طراحی نشده باشه، ممکنه فیلامنت اون وسط گیر کنه و پرینتت خراب بشه.
دو نوع کلی داریم:
- تمام فلزی (All-Metal): داخلش تفلون نداره، پس برای دمای بالا خوبه.
- با پوشش تفلون: برای دماهای پایینتر مناسبه ولی تحمل دمای بالا رو نداره.
- جنسش معمولاً از فولاد ضدزنگه چون حرارت رو کم منتقل میکنه و کمک میکنه بین قسمت داغ و سرد یه “مرز حرارتی” قوی ایجاد شه.
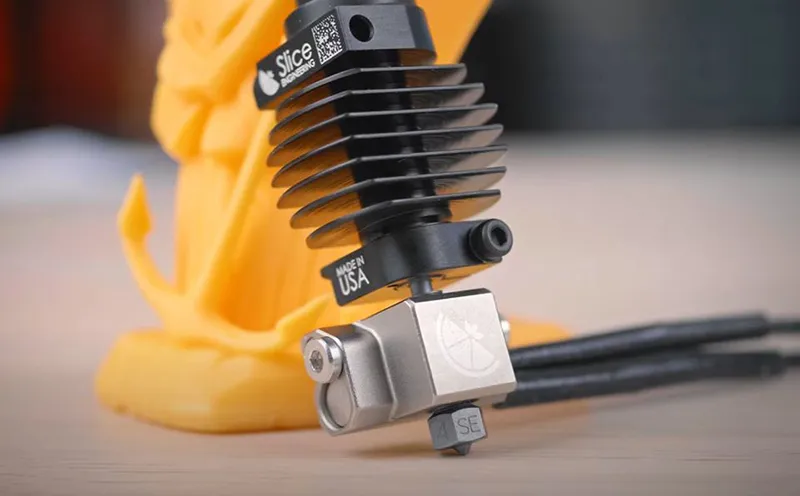
- مدلهای خیلی باکیفیتش هم از تیتانیوم ساخته میشن یا ترکیب دو فلز مختلف (مثل محصولات برند Slice Engineering) برای بازدهی بهتر.

۶. 🧊 هیتسینک (Heatsink)
وظیفهی هیتسینک اینه که قسمت سرد هات اند رو خنک نگه داره و نذاره فیلامنت زودتر از موعد شروع به ذوب شدن کنه.
این موضوع بهخصوص وقتی با دمای بالا کار میکنی یا با فیلامنتهایی مثل PLA که نقطهی نرم شدن پایینی دارن، خیلی مهمه.
اگه از اکسترودر مستقیم (Direct Drive) استفاده میکنی، یکی دیگه از وظایف مهم هیتسینک اینه که نذاره گرما به خود اکسترودر منتقل بشه. البته یه سری اکسترودرهای فشرده مثل E3D Aero یا Hemera هستن که خودشون نقش هیتسینک رو هم ایفا میکنن.

۱. 🧪 پرینت با مواد غیرساینده و دمای بالا
اکثر فیلامنتها دماشون زیر ۲۸۰ درجهست، ولی یه سری فیلامنت مهندسی مثل پلیکربنات یا PEKK هستن که دمای خیلی بالایی میخوان.
تو این مواقع باید هات اندی انتخاب کنی که بتونه دماهای بالا رو تاب بیاره:
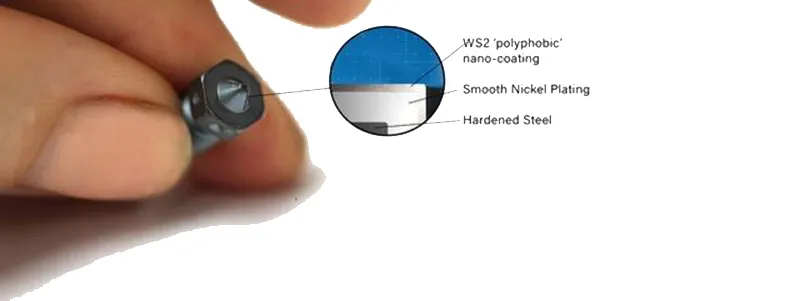
- بلوک حرارتی و نازل باید از جنس مس روکششده با نیکل باشن.
- هیتبریک هم باید «تمام فلزی» (All-Metal) باشه و جنسش مثلاً از تیتانیوم یا ترکیبی از فلزهای مختلف باشه تا انتقال حرارت بین بخش سرد و داغ به حداقل برسه.
- از اونجایی که ترمیستورها محدودیت دمایی دارن، باید از ترموکوپل یا PT100 برای اندازهگیری دما استفاده بشه.
- اگه اکسترودر مستقیم داری، هیتسینک باید کیفیت بالایی داشته باشه و خوب خنک بشه.
🔧 توی این حالتها، مدلهای Mosquito و Copperhead از برند Slice Engineering بهترین گزینههان.
۲. 💎 پرینت با مواد ساینده و دمای بالا
این یکی سختترین حالت ممکنه! همهی موارد بالا هنوزم صدق میکنه، با یه تفاوت:
- نازل باید مخصوص مواد ساینده باشه. مثلاً از جنس فولاد سخت (Hardened Steel) یا مدل حرفهای E3D Nozzle X باشه.
- بهتره سایز نازل هم حداقل ۰.۶ میلیمتر باشه تا گرفتگی کمتر پیش بیاد.
- هر دو این نازلها با هات اندهای برند Slice Engineering سازگار هستن.
۴. 🍽 کاربردهای پزشکی یا غذایی
وقتی میخوای قطعهای بسازی که با بدن یا غذا در تماس مستقیمه، مهمترین نکته اینه که هیچ فلز سمی یا آلودگی بهش منتقل نشه.
برای این کار بهتره تمام قطعاتی که با فیلامنت در تماسن، از جنس استیل ضد زنگ یا تیتانیوم باشن.
مثلاً یه ترکیب ایدهآل میتونه هات اند E3D V6 با هیتبریک تیتانیومی و نازل استیل باشه.
مقاله پرینتر سه بعدی در پزشکی میتونه نکات جالبی رو درباره استفاده از این دستگاه در صنعت پزشکی برای شما بازگو کنه پس توصیه میکنم حتماً مطالعه کنی.

۵. 🏗 پرینت های سایز بزرگ
تو پرینت های بزرگ، معمولاً سرعت و زمان از کیفیت ظاهری مهمتر میشه. اینجا بهتره از نازلهایی با قطر زیاد (بیشتر از ۱ میلیمتر) استفاده کنی.
برای این کار باید هات اندی داشته باشی که بتونه حجم زیادی از فیلامنت رو سریع ذوب کنه. هات اندهای Volcano یا Supervolcano از سیستم V6 گزینههای خیلی خوبی هستن برای اینجور پرینت ها.

۶. ⚡ پرینت با سرعت بالا
درپرینت های پرسرعت هم محدودیت اصلی، سرعت ذوب فیلامنته. هات اندهای V6 Volcano و Supervolcano خوبن، ولی یه گزینه حرفهایتر وجود داره:
نازلهای Solex با فناوری Core Heating.
این نازلها میتونن تا ۳۰ میلیمتر مکعب در ثانیه فیلامنت رو ذوب کنن و با هات اندهای E3D و Slice Engineering هم سازگارن.







