


اگر مدل شما در اسلایسر پر از ساپورت میشود، احتمالاً مشکل فقط از تنظیمات پرینتر نیست؛ بخش زیادی از ماجرا به خود طراحی برمیگردد. در این مقاله یاد میگیرید چطور با چند تصمیم ساده در مدلسازی، طراحی مدل سه بعدی بدون ساپورت را عملیتر کنید و قطعهای تمیزتر، سریعتر و کمهزینهتر چاپ بگیرید. قرار است درباره قانون ۴۵ درجه، اورهنگ، Chamfer، Bridging، جهتدهی قطعه و حتی دو تکه کردن مدلهای پیچیده صحبت کنیم.
خیلی از کاربران تازه بعد از اسلایس کردن مدل متوجه میشوند که نصف زمان و مواد چاپ قرار است صرف ساپورت شود. اینجاست که یک سوال مهم پیش میآید: آیا واقعاً باید با ساپورت کنار بیاییم، یا میتوانیم از همان مرحله طراحی، نیاز به آن را کم کنیم؟
پاسخ کوتاه این است: در بسیاری از قطعات، بله. با رعایت اصول طراحی برای پرینت سه بعدی بدون ساپورت میتوان مصرف فیلامنت، زمان چاپ و دردسرهای پسپردازش را به شکل محسوسی کاهش داد.
نکته تخصصی: در بسیاری از پروژههای FDM، طراحی بد میتواند بیشتر از تنظیمات بد دردسر ایجاد کند. اگر هندسه مدل با محدودیتهای فیزیکی چاپ لایهلایه هماهنگ نباشد، حتی بهترین تنظیمات اسلایسر هم نتیجه کاملاً تمیزی نمیدهند.
در ادامه این مقاله با ما همراه باشید.
طراحی مدل سه بعدی بدون ساپورت یعنی چه و چرا اهمیت دارد؟
ساپورت در پرینت سه بعدی چه کاری انجام می دهد؟
در پرینت FDM، قطعه لایهبهلایه ساخته میشود. هر لایه باید تا حدی روی لایه قبلی قرار بگیرد. وقتی بخشی از مدل در هوا معلق باشد، پرینتر برای نگه داشتن آن به ساپورت نیاز پیدا میکند.
ساپورت مثل داربست موقت عمل میکند. بعد از چاپ، آن را جدا میکنید و قطعه اصلی باقی میماند. اما همین داربست موقت همیشه بیدردسر نیست.
مشکلات رایج ساپورت شامل موارد زیر است:
- افزایش زمان چاپ
- مصرف بیشتر فیلامنت یا رزین
- خراب شدن سطح زیر قطعه
- نیاز به سنبادهکاری و تمیزکاری
- احتمال شکست قطعه هنگام جدا کردن ساپورت
- سختتر شدن چاپ قطعات ظریف
اگر قبلاً با مدلهایی چاپ گرفتهاید که زیر آنها زبر، لکهدار یا پر از رد ساپورت شده، احتمالاً میدانید چرا طراحی مدل سه بعدی بدون ساپورت ارزش یادگیری دارد.
مزایای طراحی بدون ساپورت چیست؟
مهمترین مزیت، کنترل بیشتر روی نتیجه نهایی است. وقتی مدل از ابتدا برای چاپ بدون ساپورت طراحی شود، پرینتر مجبور نیست ساختارهای اضافی بسازد و شما هم بعداً درگیر تمیزکاری طولانی نمیشوید.
یکی از دردسرهای رایج، مرحله جداسازی ساپورت است؛ مخصوصاً وقتی ساپورت به بخشهای ظریف، حفرههای داخلی یا سطحهای نمایان قطعه چسبیده باشد. حذف یا کاهش ساپورت، این مرحله را بسیار سادهتر میکند.
آیا همیشه باید ساپورت را حذف کنیم؟
نه. هدف حرفهای این نیست که به هر قیمتی ساپورت را حذف کنیم. هدف این است که بفهمیم کجا میتوانیم با طراحی بهتر، ساپورت را کم کنیم و کجا استفاده محدود از ساپورت منطقیتر است.
برای مثال، اگر حذف ساپورت باعث شود قطعه از نظر مکانیکی ضعیف شود، بهتر است به سراغ کاهش هوشمندانه ساپورت برویم، نه حذف کامل آن.
نکته مهم 💡
طراحی مدل سه بعدی بدون ساپورت یعنی طراحی هوشمندانه هندسه، نه صرفاً خاموش کردن گزینه Support در اسلایسر. اگر مدل برای چاپ بدون ساپورت آماده نشده باشد، حذف ساپورت میتواند کیفیت چاپ را خراب کند.
در مجموعه 3D پارسی میتوانید در صفحه مدل های سه بعدی رایگان جستجو کنید و به راحتی مدلهای مرتبط با این موضوع را پیدا کنید.
۷ اصل مهم در طراحی مدل سه بعدی بدون ساپورت
۱. قانون ۴۵ درجه را جدی بگیرید
قانون ۴۵ درجه یکی از سادهترین و کاربردیترین اصول در پرینت سه بعدی FDM است. طبق این قانون، اگر سطحی با زاویهای مناسب نسبت به محور عمودی رشد کند، معمولاً بدون ساپورت قابل چاپ است.
به زبان ساده، هرچه سطح مدل بیشتر به حالت افقی و معلق نزدیک شود، احتمال نیاز به ساپورت بیشتر میشود. اما اگر همان سطح را با شیب طراحی کنید، هر لایه بخشی از لایه قبلی را نگه میدارد.
این قانون مطلق نیست. بعضی پرینترها با خنککاری خوب، ارتفاع لایه مناسب و سرعت کنترلشده میتوانند زاویههای سختتر را هم چاپ کنند. اما برای شروع، ۴۵ درجه یک معیار امن است.
۲. به جای سطح افقی، شیب بسازید
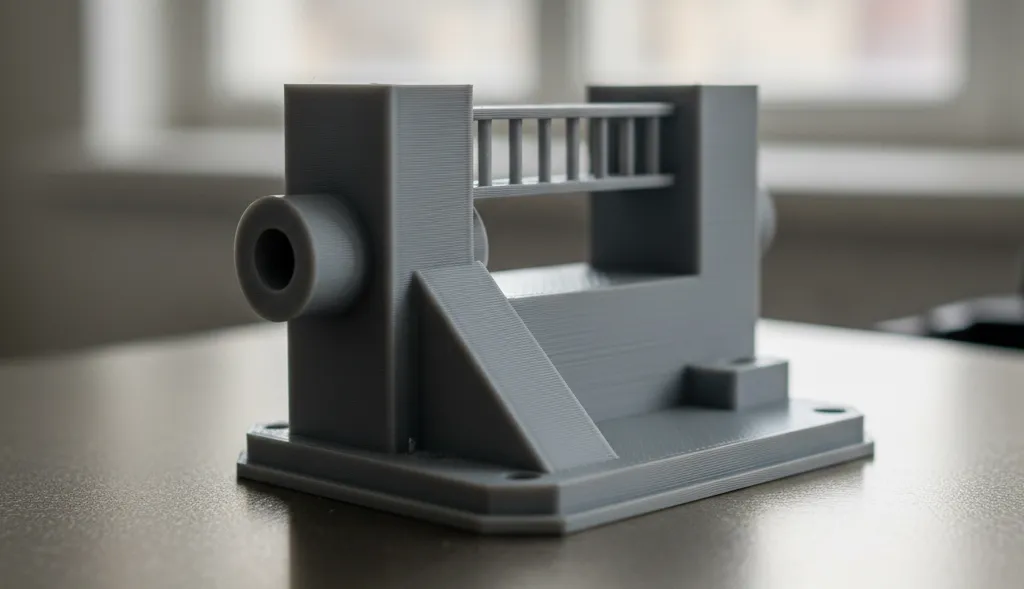
فرض کنید در حال طراحی یک براکت هستید و یک بیرونزدگی کاملاً افقی در مدل دارید. این بخش احتمالاً به ساپورت نیاز دارد. حالا اگر همان بیرونزدگی را به شکل یک سطح مورب یا مثلثی طراحی کنید، مدل بدون ساپورت راحتتر چاپ میشود.
این تغییر کوچک در ظاهر، میتواند زمان چاپ را کم کند و استحکام قطعه را هم بهتر کند. چرا؟ چون دیگر زیر بخش معلق، فضای خالی بزرگی وجود ندارد.
۳. از هندسه عملکردی استفاده کنید
در طراحی قطعه قابل چاپ بدون ساپورت، باید از خودتان بپرسید: آیا این شکل فقط زیباست یا واقعاً لازم است؟
گاهی یک لبه تیز، یک تزئین معلق یا یک فرورفتگی عمیق هیچ نقش عملکردی ندارد، اما پرینت را سخت میکند. حذف همین جزئیات اضافی میتواند مدل را بسیار چاپپذیرتر کند.
مثال کوتاه:
یک قاب کوچک برای برد الکترونیکی را در نظر بگیرید. اگر در دیواره داخلی آن شیارهای افقی عمیق طراحی کنید، ساپورت زیادی لازم میشود. اما اگر شیارها را عمودی یا با شیب ملایم طراحی کنید، همان عملکرد را با چاپ تمیزتر میگیرید.
۴. جهت چاپ را از مرحله طراحی پیش بینی کنید
بعضی طراحان ابتدا مدل را میسازند و بعد تازه فکر میکنند قطعه روی صفحه چاپ چطور قرار بگیرد. این روش معمولاً باعث دردسر میشود.
در طراحی برای پرینت سه بعدی بدون ساپورت، بهتر است از همان ابتدا تصور کنید قطعه قرار است در چه جهتی چاپ شود. محور Z، سطح تماس با صفحه، اورهنگها و مسیر لایهها باید قبل از خروجی STL بررسی شوند.
۵. بخش های معلق را کوتاه کنید
اگر مجبورید بخشی از مدل بهصورت معلق باشد، سعی کنید طول آن را کم کنید. اورهنگ کوتاهتر معمولاً راحتتر چاپ میشود و احتمال افتادگی لایهها کمتر است.
۶. سطح تماس با صفحه چاپ را منطقی طراحی کنید
طراحی مدل سه بعدی بدون ساپورت فقط درباره حذف اورهنگ نیست. اگر مدل سطح تماس کمی با صفحه چاپ داشته باشد، ممکن است در میانه چاپ جدا شود یا تاب بردارد.
گاهی اضافه کردن یک پایه پهنتر، تغییر جهت قطعه یا طراحی سطح صاف در پایین مدل، چاپ را پایدارتر میکند.
۷. محدودیت دستگاه و متریال را بشناسید
PLA، PETG، ABS و TPU رفتار یکسانی ندارند. مثلاً PLA معمولاً در Bridging عملکرد بهتری نسبت به بعضی مواد منعطف دارد، چون سریعتر سفت میشود. PETG ممکن است رشتهایتر شود و در پلزنی به خنککاری دقیقتری نیاز داشته باشد.
نکته مهم 💡
قبل از طراحی قطعات مهم، یک تست Overhang و Bridging با همان فیلامنت و همان تنظیمات چاپ بگیرید. این تست کوچک، محدوده واقعی پرینتر شما را نشان میدهد؛ نه فقط عددهای تئوری را.
قانون ۴۵ درجه در پرینت سه بعدی چیست؟
اورهنگ در پرینت سه بعدی چیست؟
اورهنگ یا Overhang به بخشی از مدل گفته میشود که نسبت به لایه زیرین، بیرونزدگی دارد. هرچه این بیرونزدگی بیشتر شود، لایه جدید پشتیبانی کمتری از لایه قبلی میگیرد.
در پرینت سه بعدی بدون ساپورت، هدف این است که اورهنگها طوری طراحی شوند که هر لایه هنوز به اندازه کافی روی لایه قبلی قرار بگیرد.
اگر سطحی کاملاً افقی و در هوا باشد، پرینتر عملاً چیزی ندارد که لایه را روی آن بنشاند. در این حالت یا باید ساپورت بسازید، یا هندسه را تغییر دهید.
چرا عدد ۴۵ درجه رایج شده است؟
چون در بسیاری از پرینترهای FDM، زاویه حدود ۴۵ درجه تعادل خوبی بین زیبایی، چاپپذیری و استحکام ایجاد میکند. در این حالت، هر لایه کمی از لایه قبلی جلوتر میآید، اما هنوز تکیهگاه کافی دارد.
البته این عدد وابسته به شرایط است:
- ارتفاع لایه
- قطر نازل
- سرعت چاپ
- دمای نازل
- شدت فن خنککننده
- نوع فیلامنت
- دقت کالیبراسیون پرینتر
طبق تجربه رایج در تستهای استاندارد چاپ FDM، پرینترهای خوب میتوانند اورهنگهای حدود ۵۰ تا ۶۰ درجه را هم چاپ کنند، اما کیفیت سطح معمولاً بهتدریج افت میکند.
چه زمانی قانون ۴۵ درجه کافی نیست؟
وقتی قطعه کاربرد مکانیکی حساس دارد، فقط چاپپذیری مهم نیست. مسیر لایهها، تنش وارد بر قطعه و جهت نیرو هم مهم است.
برای مثال، اگر یک گیره را فقط برای حذف ساپورت بچرخانید، ممکن است در جهت لایهها ضعیف شود و هنگام استفاده بشکند. اینجا باید بین کاهش ساپورت و استحکام قطعه تعادل برقرار کنید.
نکته مهم 💡
قانون ۴۵ درجه را مثل چراغ راهنما ببینید، نه قانون قطعی. اگر کیفیت ظاهری سطح زیرین برای شما مهم است، حتی اورهنگهای قابل چاپ هم ممکن است نیاز به اصلاح طراحی داشته باشند.
۵ تکنیک کاربردی برای کاهش ساپورت در پرینت سه بعدی
۱. استفاده از Chamfer به جای Fillet برای لبه های زیرین
Fillet یا گرد کردن لبهها برای زیبایی و کاهش تمرکز تنش عالی است، اما همیشه بهترین انتخاب برای بخشهای زیرین مدل نیست. وقتی در زیر قطعه یک Fillet گرد طراحی میکنید، ممکن است بخش ابتدایی قوس به شکل اورهنگ شدید چاپ شود.
در مقابل، Chamfer یا پخزنی با زاویه مناسب، مسیر لایهها را قابلچاپتر میکند. اگر پخ حدود ۴۵ درجه باشد، پرینتر معمولاً میتواند آن را بدون ساپورت بسازد.
این نکته در طراحی مدل سه بعدی بدون ساپورت بسیار مهم است؛ مخصوصاً برای قطعات مکانیکی، پایهها، براکتها و قابها.
۲. تبدیل سوراخ گرد افقی به سوراخ اشکی
سوراخهای افقی کاملاً گرد، در نیمه بالایی خود به اورهنگ شدید تبدیل میشوند. برای سوراخهای کوچک شاید مشکل جدی نباشد، اما در قطرهای بزرگتر کیفیت سقف سوراخ افت میکند.
راهحل کاربردی، طراحی سوراخ Teardrop یا اشکی است. در این فرم، بخش بالایی سوراخ به جای قوس کامل، به یک زاویه قابلچاپ تبدیل میشود.
مزیت سوراخ اشکی این است که عملکرد سوراخ را تا حد زیادی حفظ میکند، اما نیاز به ساپورت را کاهش میدهد.
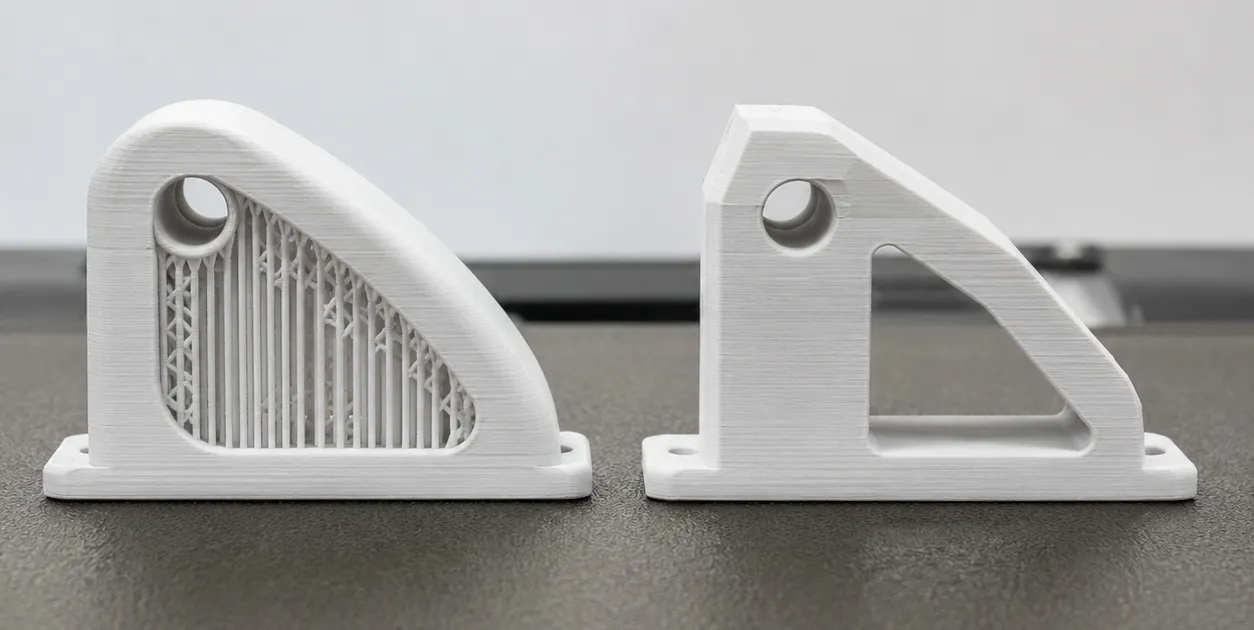
۳. حذف تزئینات معلق غیرضروری
گاهی یک جزئیات ظاهری کوچک باعث میشود کل مدل ساپورت زیادی بخواهد. اگر آن جزئیات در زیر قطعه یا داخل حفرهای پنهان قرار دارد، بهتر است حذف یا بازطراحی شود.
۴. استفاده از قوس های قابل چاپ
همه قوسها بد نیستند. قوسهایی که از پایین به بالا بهآرامی بسته میشوند، معمولاً بهتر از سقفهای صاف چاپ میشوند. طراحی قوس مناسب میتواند جایگزین خوبی برای سطح افقی باشد.
۵. کاهش ساپورت به جای حذف کامل
گاهی طراحی بدون ساپورت ممکن نیست. در این شرایط باید ساپورت را هوشمندانه کم کنید. اگر به این مرحله رسیدید، مطالعه راهنمای بهینهسازی ساپورت پرینت سه بعدی میتواند کمک کند تنظیمات Support را دقیقتر انتخاب کنید.
نکته مهم 💡
برای لبههای زیرین، Chamfer اغلب از Fillet چاپپذیرتر است. Fillet زیباتر به نظر میرسد، اما اگر در جهت نامناسب قرار بگیرد، خودش تبدیل به منبع اورهنگ میشود.
اصول پل زنی Bridging در طراحی مدل سه بعدی بدون ساپورت
Bridging در پرینت سه بعدی چیست؟
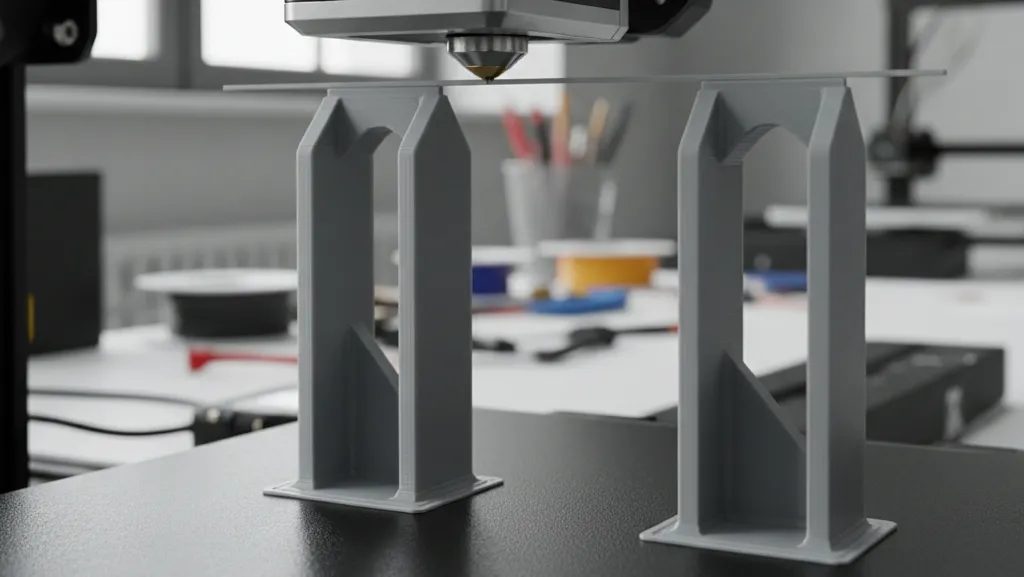
Bridging زمانی اتفاق میافتد که پرینتر باید یک رشته فیلامنت را بین دو نقطه پشتیبان بکشد؛ مثل ساختن یک پل کوچک. برخلاف اورهنگ، در Bridging دو طرف مسیر معمولاً تکیهگاه دارد، اما وسط مسیر در هوا چاپ میشود.
اگر طول پل کوتاه باشد و خنککاری خوب انجام شود، پرینتر میتواند آن را بدون ساپورت چاپ کند. اما اگر دهانه خیلی بلند باشد، رشته فیلامنت آویزان میشود و سطح زیرین قطعه خراب میشود.
طول مناسب برای پل زنی چقدر است؟
عدد ثابت و جهانی وجود ندارد. یک پرینتر ممکن است پل ۲۰ میلیمتری را تمیز چاپ کند و پرینتر دیگر در ۱۰ میلیمتر هم افتادگی داشته باشد.
عوامل مهم در Bridging عبارتاند از:
- قدرت فن خنککننده
- دمای چاپ
- سرعت حرکت نازل
- نوع فیلامنت
- کشش و خشک بودن فیلامنت
- فاصله بین دو تکیهگاه
- تنظیمات Bridge در اسلایسر
در گزارشها و تستهای رایج جامعه چاپ سه بعدی، PLA معمولاً برای Bridging عملکرد بهتری از مواد داغتر و چسبندهتر مثل PETG دارد. دلیل ساده است: PLA سریعتر سرد و سفت میشود.
هنگام خرید دستگاه به قابلیت Bridging توجه کنید
اگر زیاد با مدلهای فنی، قابها، براکتها یا قطعات دارای دهانه باز کار میکنید، کیفیت پلزنی پرینتر برای شما مهم است.
هنگام خرید پرینتر سه بعدی به قدرت فنهای خنککننده، طراحی کانال باد، پایداری اکسترودر و دقت کنترل دما توجه کنید؛ چون همین عوامل روی Bridging و چاپ بدون ساپورت تأثیر مستقیم دارند.
طراحی بهتر برای پل زنی
برای اینکه پلها بهتر چاپ شوند:
- دهانه پل را تا حد ممکن کوتاه کنید.
- مسیر پل را در جهت مناسب محورهای حرکتی قرار دهید.
- اگر ممکن است زیر پل یک قوس یا شیب ملایم طراحی کنید.
- از فیلامنت خشک و تنظیمات خنککاری مناسب استفاده کنید.
- قبل از چاپ قطعه اصلی، تست Bridging بگیرید.
نکته مهم 💡
اگر پل شما بلند است، فقط به اسلایسر تکیه نکنید. گاهی اضافه کردن یک ستون ظریف، تغییر جهت قطعه یا دو تکه کردن مدل، نتیجه بسیار تمیزتری از یک Bridge بلند میدهد.
جهت دهی Orientation صحیح قطعه در اسلایسر چگونه ساپورت را کم می کند؟
چرا Orientation مهم است؟
جهتدهی یا Orientation یعنی تصمیم بگیرید قطعه روی صفحه چاپ چطور قرار بگیرد. همین تصمیم ساده میتواند مقدار ساپورت را از زیاد به تقریباً صفر برساند.
در بسیاری از مدلها، مشکل از هندسه نیست؛ مشکل از جهت قرارگیری است. اگر قطعه را ۹۰ درجه بچرخانید، سطحهای معلق کم میشوند و چاپ راحتتر میشود.
اما Orientation فقط برای حذف ساپورت نیست. این انتخاب روی موارد زیر هم اثر دارد:
- استحکام قطعه
- کیفیت سطح نمایان
- زمان چاپ
- احتمال تاببرداشتن
- مقدار ساپورت
- دقت ابعادی در سوراخها و شیارها
چطور جهت مناسب چاپ را انتخاب کنیم؟
برای انتخاب جهت چاپ، از خودتان این سوالها را بپرسید:
- کدام سطح قطعه باید زیباتر باشد؟
- نیرو در زمان استفاده از کدام جهت وارد میشود؟
- کدام جهت ساپورت کمتری میخواهد؟
- کدام سطح تماس بهتری با صفحه چاپ دارد؟
- آیا سوراخها و کانالها در این جهت بهتر چاپ میشوند؟
گاهی بهترین جهت برای زیبایی، بدترین جهت برای استحکام است. برای همین باید هدف قطعه را بشناسید.
مثال واقعی از تغییر جهت چاپ
فرض کنید یک دستگیره کوچک طراحی کردهاید. اگر آن را خوابیده چاپ کنید، بخش قوسی آن شاید ساپورت بخواهد. اگر ایستاده چاپ کنید، ساپورت کمتر میشود، اما قطعه ممکن است در راستای لایهها ضعیفتر شود.
راهحل میتواند این باشد که مدل را کمی تغییر دهید، سطح تماس را بزرگتر کنید یا قطعه را به دو بخش تقسیم کنید. اینجا طراحی مدل سه بعدی بدون ساپورت فقط یک تصمیم نیست؛ مجموعهای از تصمیمهای کوچک است.
نکته مهم 💡
قبل از شروع چاپ، مدل را در چند جهت مختلف اسلایس کنید و مقدار فیلامنت، زمان چاپ و حجم ساپورت را مقایسه کنید. گاهی یک چرخش ساده، بهتر از نیم ساعت تغییر تنظیمات است.
جدول مقایسه تکنیک های طراحی برای پرینت سه بعدی بدون ساپورت
کدام تکنیک برای کدام قطعه مناسب تر است؟
در میانه طراحی، معمولاً چند انتخاب دارید. جدول زیر کمک میکند سریعتر تصمیم بگیرید:
| تکنیک | کاربرد اصلی | مزیت | محدودیت | مناسب برای |
|---|---|---|---|---|
| Chamfer | کاهش اورهنگ لبههای زیرین | چاپپذیری بالا | ممکن است ظاهر را زاویهدار کند | براکت، پایه، قاب |
| Fillet کنترلشده | نرم کردن لبهها | ظاهر بهتر و کاهش تمرکز تنش | در زیر قطعه ممکن است ساپورت بخواهد | قطعات ظاهری و ارگونومیک |
| سوراخ اشکی | چاپ سوراخ افقی بدون ساپورت | کاهش افتادگی سقف سوراخ | فرم سوراخ تغییر میکند | قابها، قطعات مکانیکی |
| تغییر Orientation | کاهش سطحهای معلق | بدون تغییر مدل اصلی | ممکن است استحکام را تغییر دهد | تقریباً همه مدلها |
| Bridging کوتاه | عبور از دهانههای کوچک | حذف ساپورت در فواصل محدود | وابسته به فن و متریال | کانالها و قابها |
| دو تکه کردن مدل | حذف ساپورت در مدل پیچیده | کیفیت بهتر و کنترل بیشتر | نیاز به مونتاژ دارد | قطعات بزرگ و پیچیده |
چک لیست سریع قبل از خروجی STL
قبل از اینکه مدل را خروجی بگیرید، این موارد را بررسی کنید:
- آیا اورهنگهای بیشتر از ۴۵ درجه دارید؟
- آیا سوراخهای افقی بزرگ کاملاً گرد هستند؟
- آیا لبههای زیرین با Fillet مشکلساز طراحی شدهاند؟
- آیا میتوان بخشی از مدل را با Chamfer اصلاح کرد؟
- آیا جهت چاپ از ابتدا در نظر گرفته شده است؟
- آیا Bridgeها بیش از حد بلند هستند؟
- آیا مدل با دو تکه شدن بهتر چاپ میشود؟
- آیا حذف ساپورت به استحکام قطعه آسیب میزند؟
نکته مهم 💡
همیشه قبل از چاپ نهایی، مدل را یک بار فقط برای بررسی ساپورت اسلایس کنید. هدف این مرحله چاپ نیست؛ هدف دیدن نقاطی است که طراحی هنوز با پرینت سازگار نشده است.
تکنیک دو تکه کردن مدل های پیچیده و اتصال بعد از پرینت
چه زمانی مدل را دو تکه کنیم؟
بعضی مدلها با هر زاویهای که بچرخند، باز هم ساپورت زیادی میخواهند. در این شرایط، تقسیم مدل به چند قطعه میتواند بهترین راه باشد.
دو تکه کردن مدل زمانی مفید است که:
- قطعه حفره داخلی پیچیده دارد.
- سطح نمایان نباید رد ساپورت داشته باشد.
- مدل دارای اورهنگهای بزرگ در چند جهت است.
- چاپ یکتکه باعث ضعف مکانیکی میشود.
- جدا کردن ساپورت از داخل مدل سخت یا غیرممکن است.
روش های اتصال بعد از چاپ
برای اتصال قطعات بعد از چاپ، چند روش رایج وجود دارد:
- چسب قطرهای یا اپوکسی
- پیچ و مهره
- پین و سوراخ راهنما
- اتصال کشویی
- زبانه و شیار
- آهنربا برای قطعات جداشونده
- جوش پلاستیک یا لحیم حرارتی در بعضی کاربردها
انتخاب روش اتصال به نوع قطعه بستگی دارد. برای مدل تزئینی، چسب کافی است. اما برای قطعه مکانیکی، بهتر است از پیچ، پین یا اتصال فرمدار استفاده کنید.
چطور خط برش را انتخاب کنیم؟
خط برش نباید تصادفی باشد. بهتر است در جایی قرار بگیرد که:
- بعد از مونتاژ کمتر دیده شود.
- روی ناحیه تحمل نیرو نباشد.
- هر بخش بهتنهایی بدون ساپورت چاپ شود.
- مونتاژ قطعه ساده باشد.
- دقت ابعادی اتصال قابل کنترل باشد.
مثال فرضی:
برای طراحی یک بدنه کوچک دستگاه، اگر کل بدنه را یکتکه چاپ کنید، داخل آن پر از ساپورت میشود. اما اگر بدنه را به دو نیمه بالا و پایین تقسیم کنید، هر دو بخش روی سطح صاف چاپ میشوند و بعد با پیچ بسته میشوند.
تلورانس را فراموش نکنید
اگر قطعات قرار است داخل هم چفت شوند، باید تلورانس بگذارید. در بسیاری از پرینترهای FDM، فاصله حدود ۰.۲ تا ۰.۴ میلیمتر برای اتصالات ساده شروع خوبی است. البته عدد دقیق به پرینتر، فیلامنت و کالیبراسیون بستگی دارد.
نکته مهم 💡
دو تکه کردن مدل فقط برای فرار از ساپورت نیست. این تکنیک گاهی کیفیت سطح، استحکام، تعمیرپذیری و حتی سرعت تولید را بهتر میکند.
۶ اشتباه رایج در طراحی مدل های سه بعدی که باعث نیاز به ساپورت می شوند
۱. طراحی سطح افقی معلق
سطح افقی معلق یکی از سریعترین راهها برای تولید ساپورت زیاد است. اگر این سطح از نظر عملکردی لازم نیست، آن را به شیب، قوس یا Chamfer تبدیل کنید.
۲. استفاده اشتباه از Fillet در زیر قطعه
Fillet زیباست، اما در زیر قطعه میتواند مشکلساز شود. برای لبههای پایینی، گاهی Chamfer انتخاب منطقیتری است.
۳. بی توجهی به سوراخ های افقی
سوراخهای گرد افقی در قطرهای بزرگ، معمولاً سقف ضعیفی دارند. سوراخ اشکی یا ششضلعی میتواند جایگزین بهتری باشد.
۴. انتخاب جهت چاپ بعد از اتمام طراحی
اگر Orientation را آخر کار بررسی کنید، ممکن است مجبور شوید کلی ساپورت بسازید. بهتر است از همان ابتدا جهت چاپ را در ذهن داشته باشید.
۵. طراحی جزئیات ظریف در زیر مدل
جزئیات زیرین هم سخت چاپ میشوند، هم بعد از جدا شدن ساپورت کیفیت خوبی ندارند. اگر دیده نمیشوند، بهتر است سادهتر شوند.
۶. تلاش برای حذف ساپورت در هر شرایطی
گاهی استفاده محدود از ساپورت منطقیتر است. طراحی مدل سه بعدی بدون ساپورت به معنی تصمیمگیری هوشمندانه است، نه جنگیدن با هر نوع ساپورت.
نکته مهم 💡
اگر برای حذف ساپورت مجبور شدید قطعه را از نظر عملکردی ضعیف کنید، احتمالاً مسیر اشتباهی رفتهاید. اولویت با کارکرد قطعه است، سپس زیبایی و کاهش ساپورت.
مثال عملی طراحی قطعه قابل چاپ بدون ساپورت
طراحی یک پایه موبایل ساده
فرض کنید میخواهید یک پایه موبایل طراحی کنید. نسخه اولیه یک صفحه نگهدارنده افقی دارد که از پایه بیرون زده است. وقتی مدل را اسلایس میکنید، زیر این صفحه پر از ساپورت میشود.
برای اصلاح طراحی:
- زاویه تکیهگاه را به حدود ۵۵ درجه تغییر میدهید.
- زیر بخش نگهدارنده را با یک فرم مثلثی تقویت میکنید.
- لبههای زیرین را به جای Fillet با Chamfer طراحی میکنید.
- شیار کابل شارژ را به شکل قابلچاپ و بدون سقف افقی میسازید.
- اگر پایه بزرگ است، آن را به دو بخش متصلشونده تقسیم میکنید.
نتیجه این است که قطعه با ساپورت بسیار کمتر چاپ میشود. سطح زیرین تمیزتر میماند و زمان پسپردازش کاهش پیدا میکند.
چرا این مثال کاربردی است؟
چون دقیقاً نشان میدهد راهحل، فقط در تنظیمات Cura یا PrusaSlicer نیست. گاهی با یک تغییر کوچک در زاویه یا فرم، کل رفتار مدل در چاپ عوض میشود.
طبق تجربه رایج در کارگاههای پرینت سه بعدی، کاهش ساپورت در قطعات ساده میتواند زمان آمادهسازی بعد از چاپ را به شکل قابل توجهی کم کند. این کاهش همیشه عدد ثابت ندارد، اما در پروژههای تکراری، اثر اقتصادی آن کاملاً محسوس است.
نکته مهم 💡
هر بار که مدل را اصلاح میکنید، آن را دوباره اسلایس کنید. چشم انسان ممکن است یک اورهنگ مشکلساز را نبیند، اما اسلایسر خیلی سریع نقاط نیازمند ساپورت را نشان میدهد.
آیا همه مدل ها را می توان بدون ساپورت چاپ کرد؟
مدل های مناسب برای چاپ بدون ساپورت
بعضی مدلها ذاتاً برای چاپ بدون ساپورت مناسبتر هستند؛ مثل:
- قطعات دارای شیب ملایم
- براکتهای ساده
- جعبهها و قابهای باز
- پایهها و نگهدارندهها
- قطعاتی با سطح تماس خوب
- مدلهایی که میتوانند چندتکه شوند
در این قطعات، طراحی مدل سه بعدی بدون ساپورت معمولاً با چند اصلاح ساده امکانپذیر است.
مدل هایی که احتمالاً ساپورت می خواهند
بعضی مدلها پیچیدهترند:
- مجسمههای دارای دست و لباس معلق
- قطعات دارای حفره داخلی بسته
- مدلهای ارگانیک پیچیده
- قطعات با چند اورهنگ در جهتهای مختلف
- مدلهایی که سطح ظاهری خاصی در همه طرفها دارند
در این موارد، هدف منطقیتر کاهش ساپورت است، نه حذف کامل آن.
تفاوت FDM و رزینی
در پرینت رزینی، داستان ساپورت متفاوت است. قطعه در رزین مایع و معمولاً بهصورت وارونه ساخته میشود. نیروهای مکش، زاویهگذاری و تخلیه رزین اهمیت زیادی دارند. بنابراین تکنیکهای طراحی بدون ساپورت در FDM را نباید بدون تغییر به پرینت رزینی تعمیم داد.
نکته مهم 💡
اگر قطعه شما عملکرد مکانیکی دارد، همیشه بعد از کاهش ساپورت، مسیر نیرو و جهت لایهها را بررسی کنید. چاپ تمیز ولی شکننده، نتیجه خوبی نیست.
سوالات متداول درباره طراحی مدل سه بعدی بدون ساپورت
آیا می توان هر مدل سه بعدی را بدون ساپورت چاپ کرد؟
خیر. بعضی مدلها به دلیل اورهنگهای شدید، حفرههای داخلی یا فرمهای پیچیده همچنان به ساپورت نیاز دارند. هدف بهتر این است که با طراحی درست، مقدار ساپورت را تا حد ممکن کم کنید.
بهترین زاویه برای طراحی بدون ساپورت چند درجه است؟
برای پرینت FDM، قانون ۴۵ درجه معیار خوبی برای شروع است. با این حال، پرینترهای دقیقتر و خنککاری بهتر میتوانند زاویههای سختتر را هم چاپ کنند. بهتر است با تست Overhang، توان واقعی دستگاه خود را بسنجید.
Chamfer بهتر است یا Fillet؟
برای لبههای زیرین و بخشهایی که ممکن است اورهنگ بسازند، Chamfer معمولاً چاپپذیرتر است. Fillet برای زیبایی و کاهش تمرکز تنش مفید است، اما در جای نامناسب میتواند نیاز به ساپورت ایجاد کند.
Bridging تا چه طولی بدون ساپورت قابل چاپ است؟
طول قابلقبول Bridge به پرینتر، فیلامنت، فن خنککننده و تنظیمات چاپ بستگی دارد. برای بعضی دستگاهها چند میلیمتر بیشتر هم مشکلساز میشود و برای برخی دیگر پلهای بلندتر قابل چاپ است. بهترین کار، گرفتن تست Bridging با همان متریال است.
اگر طراحی بدون ساپورت ممکن نبود چه کار کنیم؟
در این حالت باید ساپورت را بهینه کنید، نه اینکه بیهدف مقدار زیادی Support بسازید. تغییر Orientation، محدود کردن محل ساپورت، استفاده از Support Interface و کاهش تراکم ساپورت میتواند نتیجه بهتری بدهد.
جمع بندی؛ چطور طراحی مدل سه بعدی بدون ساپورت را حرفه ای تر انجام دهیم؟
طراحی مدل سه بعدی بدون ساپورت یک مهارت ترکیبی است. باید هم طراحی سه بعدی بلد باشید، هم محدودیتهای پرینتر را بشناسید، هم رفتار متریال را درک کنید. قانون ۴۵ درجه، Chamfer، سوراخ اشکی، Bridging کوتاه، جهتدهی درست و دو تکه کردن مدل، ابزارهایی هستند که به شما کمک میکنند قطعات تمیزتر و کمهزینهتری چاپ کنید.
قبل از چاپ بعدی، مدل خود را یک بار با نگاه پیشگیرانه بررسی کنید. ببینید کدام بخشها ساپورت میخواهند، کجا میتوانید زاویه را اصلاح کنید، کدام لبه به Chamfer نیاز دارد و آیا دو تکه کردن مدل نتیجه بهتری میدهد یا نه.
اگر قطعه شما مهم است، اول یک نمونه کوچک یا تست چاپ بگیرید. همین کار ساده میتواند از هدر رفتن چند ساعت زمان و مقدار زیادی فیلامنت جلوگیری کند. در نهایت، هرچه بیشتر با اصول طراحی مدل سه بعدی بدون ساپورت کار کنید، کمتر به تنظیمات اضطراری اسلایسر وابسته میشوید و کنترل بیشتری روی کیفیت چاپ خواهید داشت.
















