


پرینت سه بعدی تجربهای سریع، خلاقانه و کاربردی است، اما در عین حال بیشتر به هنر شباهت دارد تا یک علم دقیق. خطاهای متعدد هنگام پرینت امری رایج هستند و معمولاً قطعه در تلاش اول با نتیجه دلخواه تولید نمیشود. در میان تمام ایراداتی که ممکن است حین پرینت رخ دهند، پیچخوردگی یا تاببرداشتگی قطعه یکی از متداولترین مشکلاتی است که میتواند زمان و مواد مصرفی را هدر دهد و بسیاری از پروژهها را به تعویق بیندازد.

پیچخوردگی (Warping) در پرینت سه بعدی
در این مقاله، به بررسی علل ایجاد پیچخوردگی و همچنین روشهای پیشگیری از آن پرداخته میشود تا کاربرانی که از این مشکل رنج میبرند بتوانند با راهکارهایی عملی از تکرار آن در پروژههای آینده جلوگیری کنند. علاوه بر این، اشتباهات رایجی که باید از آنها اجتناب کرد نیز معرفی خواهند شد.
دلایل بروز پیچخوردگی در پرینت سه بعدی چیست؟
پیچخوردگی یا تاببرداشتگی در پرینت سه بعدی عوامل متعددی دارد، اما مهمترین دلیل آن به نوع متریال مورد استفاده بازمیگردد؛ یعنی ترموپلاستیکها. در فرآیند پرینت سه بعدی، مواد پلاستیکی مانند PLA، ABS، PETG یا PC به شکل رشتهای (فیلامنت) از طریق نازل داغ عبور داده شده و به صورت لایهلایه روی صفحه ساخت قرار میگیرند.
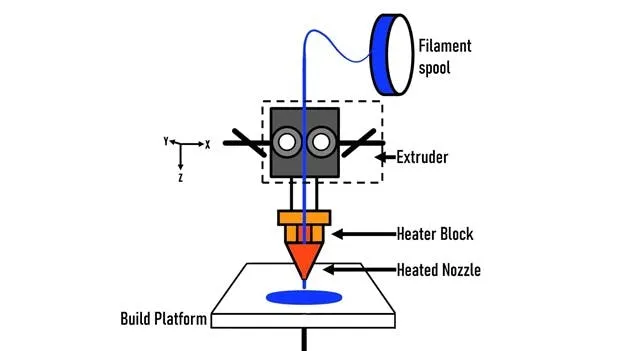
نمودار سادهای از عملکرد پرینترهای سهبعدی نوع اکسترودری. توجه کنید که چگونه فیلامنت جامد با حرارتدهی تغییر فاز داده و بهصورت لایهای پرینت میشود.
در این فرآیند، فیلامنت با عبور از نازل ( درباره نازل پرینتر سه بعدی بیشتر بدانید ↖ ) حرارت دیده، از حالت جامد به مایع تغییر فاز میدهد و پس از تزریق روی بستر، با کاهش دما مجدداً جامد میشود. یکی از ویژگیهای مثبت ترموپلاستیکها آن است که طی چندین چرخه ذوب و انجماد خواص مکانیکی خود را حفظ میکنند. با این حال، آنها در برابر انبساط و انقباض حرارتی واکنش نشان میدهند. به عنوان نمونه، ABS هنگام سرد شدن از دمای حدود ۲۳۰ درجه سانتیگراد تا دمای محیط، ممکن است تا ۱.۵٪ جمع شود. این انقباض نابرابر میان لایهها منجر به ایجاد تنش داخلی و در نهایت پیچخوردگی میشود.
معمولاً این پدیده از بخش زیرین قطعه آغاز میگردد؛ زیرا لایههای پایینی زمان بیشتری برای سرد شدن دارند و تأثیر انقباض لایههای بعدی را بیشتر متحمل میشوند. بهویژه در مرز تماس اولین لایه با صفحه پرینت، چون لایه اول به بستر چسبیده و امکان جمع شدن ندارد، بیشترین نیروی کششی از لایه بالایی را متحمل شده و همین مسئله باعث بلند شدن لبهها یا خمشدگی آن ناحیه میشود. این مشکل با بزرگتر شدن ابعاد قطعه تشدید خواهد شد؛ چرا که لایههای عریضتر نیروی انقباض بیشتری تولید میکنند.
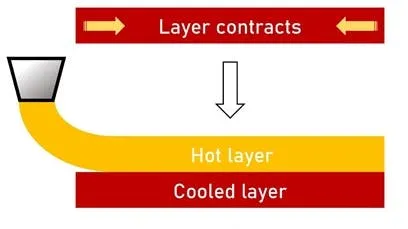
نمودار سادهای که نشان میدهد چگونه انقباض در لایهها منجر به پیچخوردگی قطعه میشود.
چگونه از پیچخوردگی یا جدا شدن لایهها در پرینت سه بعدی جلوگیری کنیم؟
خبر خوب این است که با اجرای برخی اقدامات پیشگیرانه میتوان احتمال بروز پیچخوردگی را بهطور قابل توجهی کاهش داد.
در ادامه، مجموعهای از روشهای موثر برای جلوگیری از تاببرداشتگی در پرینت سه بعدی ارائه شده است. استفاده همزمان از چند مورد از این راهکارها، شانس موفقیت شما را در دستیابی به قطعهای بدون نقص افزایش خواهد داد.
کنترل دما
یکی از مؤثرترین راهکارها برای کاهش پدیده پیچخوردگی در پرینت سه بعدی، کنترل دقیق دما در طول فرآیند پرینت است. سادهترین ابزار برای این منظور، استفاده از صفحه ساخت حرارتدهیشده (heated bed) است. این صفحه به کمک تنظیم دمای مناسب، بستر زیر قطعه را در دمایی نگه میدارد که کمی پایینتر از دمای گذار شیشهای (glass transition temperature) ماده مصرفی باشد، اما هنوز به اندازهای گرم است که از سرد شدن ناگهانی جلوگیری کند. به این ترتیب، اختلاف دمای میان لایهها کاهش یافته و چسبندگی به بستر بهبود مییابد.
برای نمونه، در پرینت با PLA معمولاً دمای ۶۰ درجه سانتیگراد کافی است، در حالی که ABS به دماهای بالاتری مانند ۸۰ تا ۹۰ درجه نیاز دارد. این مقادیر ممکن است بسته به مشخصات پرینتر، اندازه نازل و برند فیلامنت متفاوت باشند.
روش دیگر برای تثبیت دما، استفاده از محفظه بسته (enclosure) پیرامون پرینتر است. این فضا با جلوگیری از ورود جریانهای هوای سرد و حفظ گرمای داخل دستگاه، شرایط پایدارتری برای پرینت فراهم میکند. اطلاعات دقیق تر را میتوانید در صفحه اهمیت گرم کردن فعال اتاقک پرینت ↖ مطالعه کنید.

اتاقک پرینت در پرینتر سه بعدی 3dparsi
برخی پرینترها بهصورت پیشفرض دارای محفظه هستند، اما در صورت نبود آن میتوان از جعبههای ذخیرهسازی، چادرهای عکاسی، محفظههای آماده یا حتی نمونههای ساختِ دستساز با ورقهای پلکسی یا فوم استفاده کرد.
گزینهای دیگر و مقرونبهصرفهتر، استفاده از «دیوار محافظ باد» (draft shield) است. این محافظ بهصورت دیواری نازک و همزمان با قطعه اصلی پرینت میشود و مانع از برخورد جریانهای هوا به قطعه در حال پرینت میگردد.
در نهایت، میتوان دمای محیط اطراف پرینتر را نیز در نظر گرفت. برای کنترل این متغیر، بستن در و پنجرههای محل پرینت یا قرار دادن دستگاه در نزدیکی یک منبع گرمایی (مانند رادیاتور، لولههای گرمایی یا رایانهها) مؤثر است. فقط باید توجه داشت که گرمای بیشازحد ممکن است آسیبزننده باشد. ضمناً اگر مشکل داغ شدن پرینتر سه بعدی دارید توصیه میکنم ۱۰ روش برای جلوگیری از گرما و داغ شدن اضافی پرینتر سه بعدی ↖ را مطالعه کنید.
















